最新情報
プラズマ切断機 DRV8825 ステッピングモータドライバ (1)
CNC大型プラズマ切断機を作成予定です。
メカは最低限ながら動くまで出来上がっています。それなりですが、、、、、、社内の機械なので、今は、見かけは無視しています。

すでにZ軸には、プラズマのトーチが搭載されています。
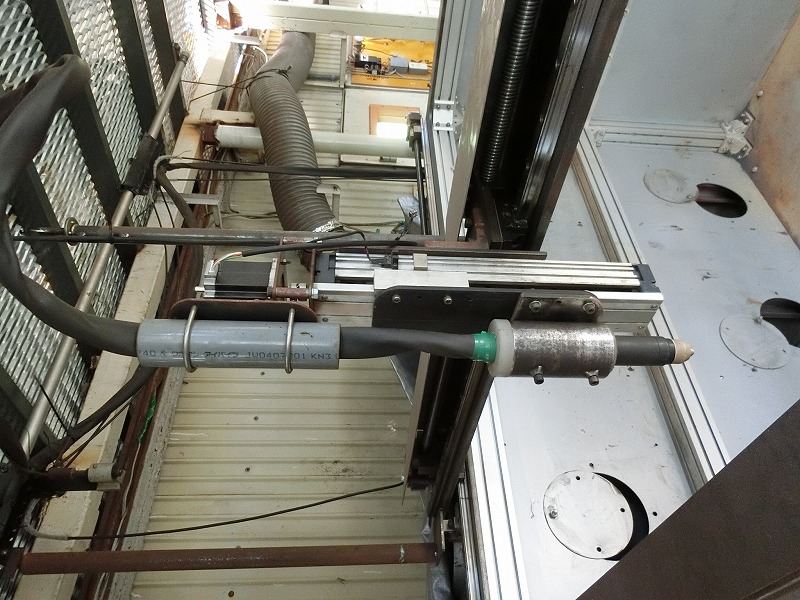

プラズマ切断機も準備済。
「さっさと動くようにしろ」と急かされています。
方向性(構成)を考えてみました。
CNCソフトの選定ですが
MACH3というソフトがあるのですが、パソコンのプリンタポートが必要なのであまり使いたくありません。
今回はGRBLを使用します。
モータはステッピングモータで、ミネベアさんの 23KM-K762-99V です。

ステッピングモータは、高速動作が苦手で、見る見るトルクが下がり、すぐに脱調してしまいます。
この原因の一つは
モータ(コイル)は、電圧をかけても、電流が直ぐに流れないからです(電流の時間変化は「I(t)=(V/L)*t」)。
解決策として「モータ動作電圧を上げる」ことです。
(極端な表現ですが、電流制御していれば、「絶縁破壊しない程度の高電圧」なら大丈夫です)
そこで、それなりの高電圧を扱える、ステッピングモータドライバを探していたところ
DC45Vまで扱える、ストロベリー・リナックスさんの「DRV8825 ステッピングモータドライバ・モジュール」を見つけました。
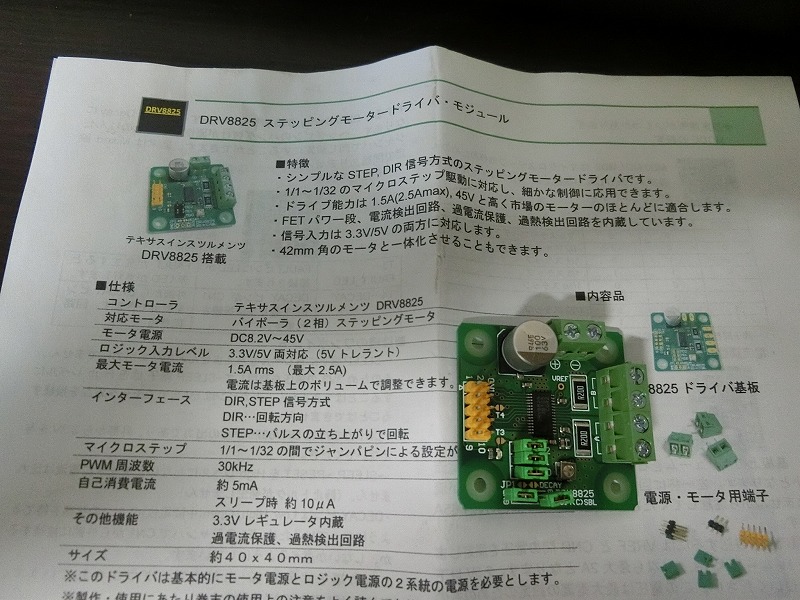
ひとまず、このドライバでトライしてみます。
ステッピングモータは、停止時は特に「熱っチっチ」になるので対策が必要です。
この説明書を読んでみると
ドライバに「SLEEP」信号入力があるのですが、恐らく、モータ電流がほぼ「0」になってしまうと思います。
モータ電流がほぼ「0」になってしまうと、Z軸の位置が保持できなくなるので
移動時は電流「MAX(設定値)」、停止時は「程ほど」に電流を流したいのです。
そこで、マイコンで入力パルスを監視し、一定時間パルスが来なければ「低電流にする」回路を付け加えます。
使用マイコンは、社内で在庫のあった、秋月電子さんのRL78、「AE-R5F10Y47ASP」です。
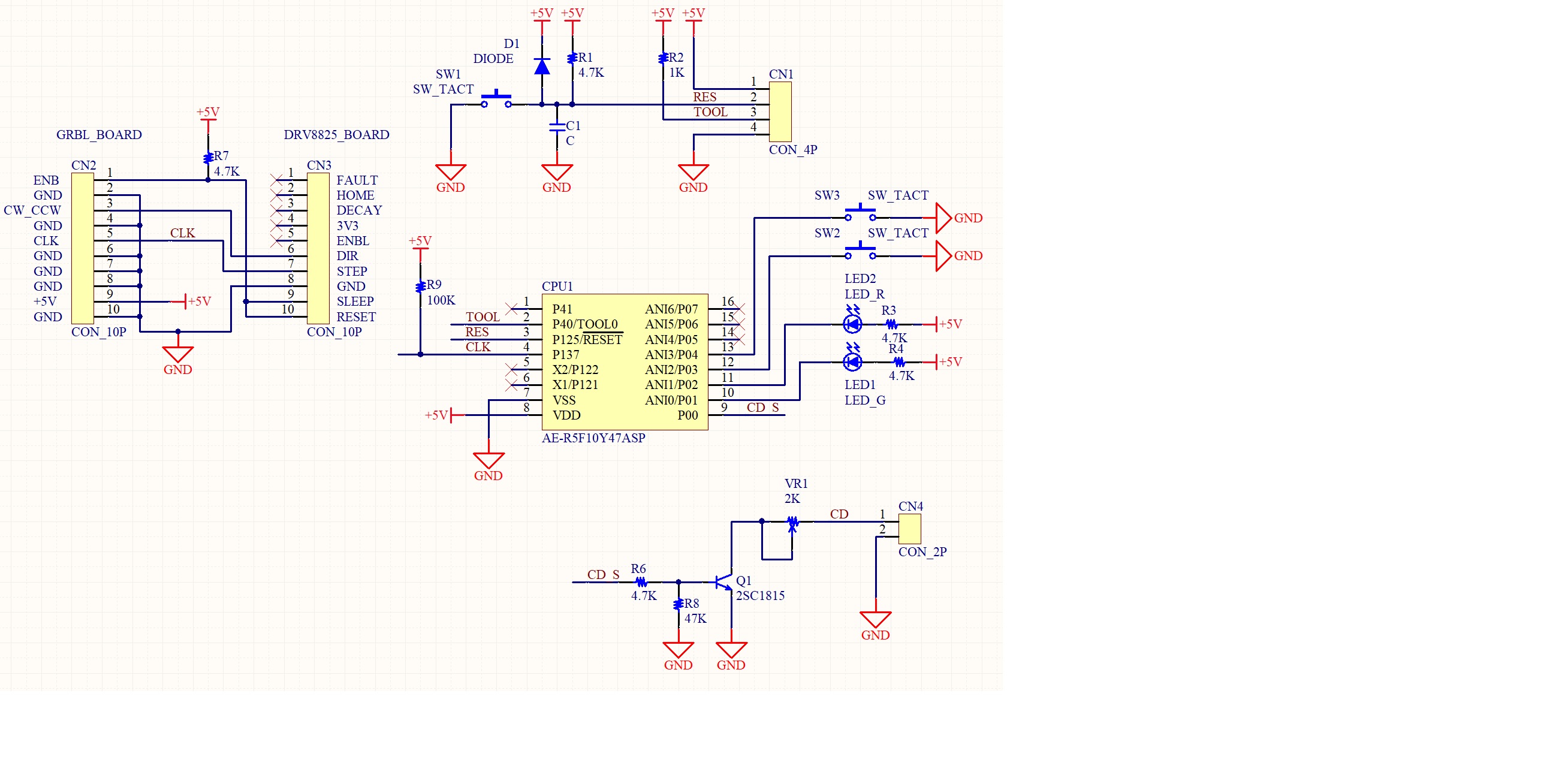
P137でパルスを監視
P00で、通常、低電流の切り替え
LEDは状態確認用
開発環境はCS+を使用しました。
プログラムソース ↓
外部から「モータ動けパルス」が来ている時は、フル電流
10秒間「モータ動けパルス」が来なかったら、低電流
にしています。
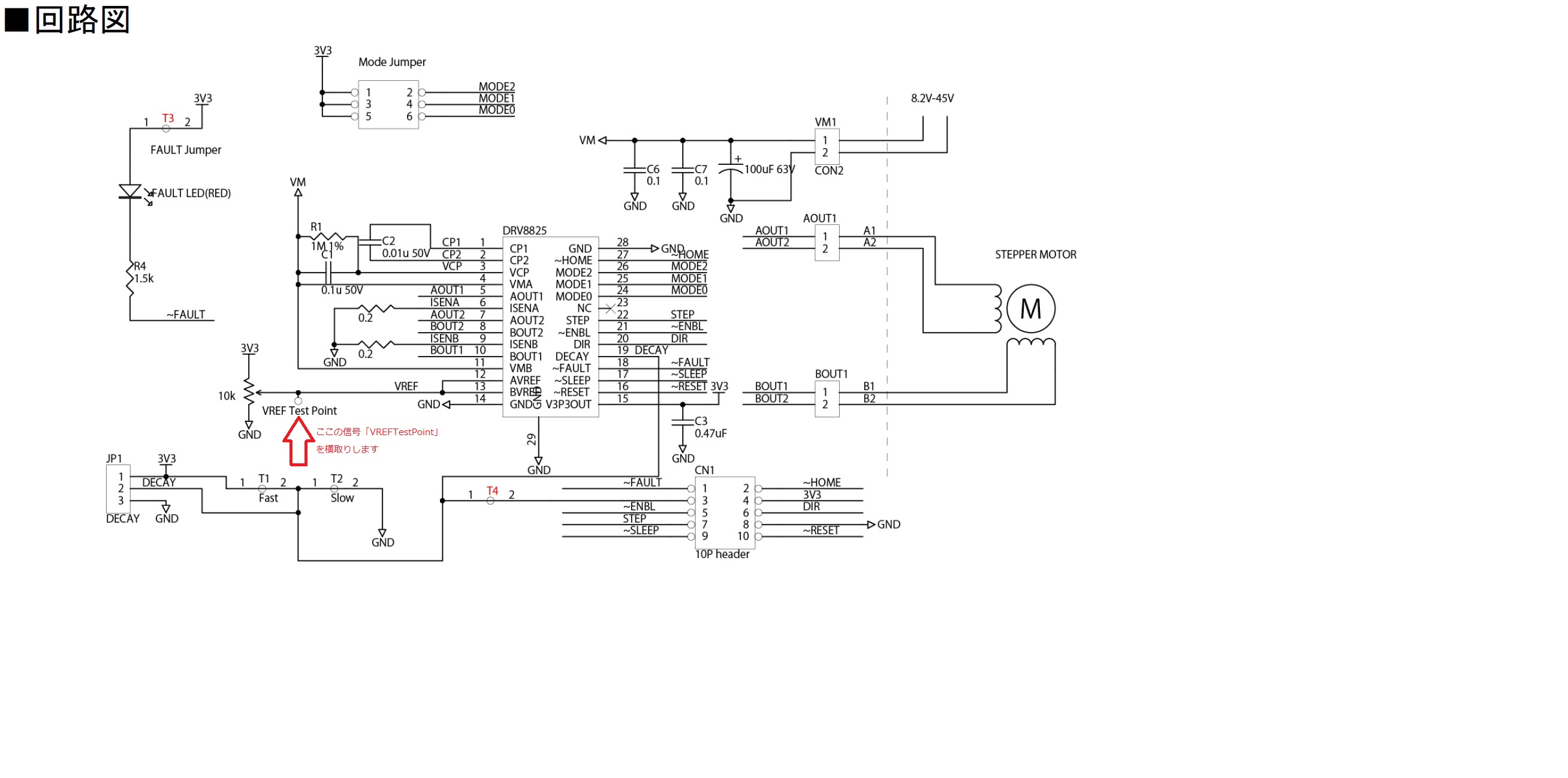
「DRV8825 ステッピングモータドライバ・モジュール」の裏面から信号を横取りします。
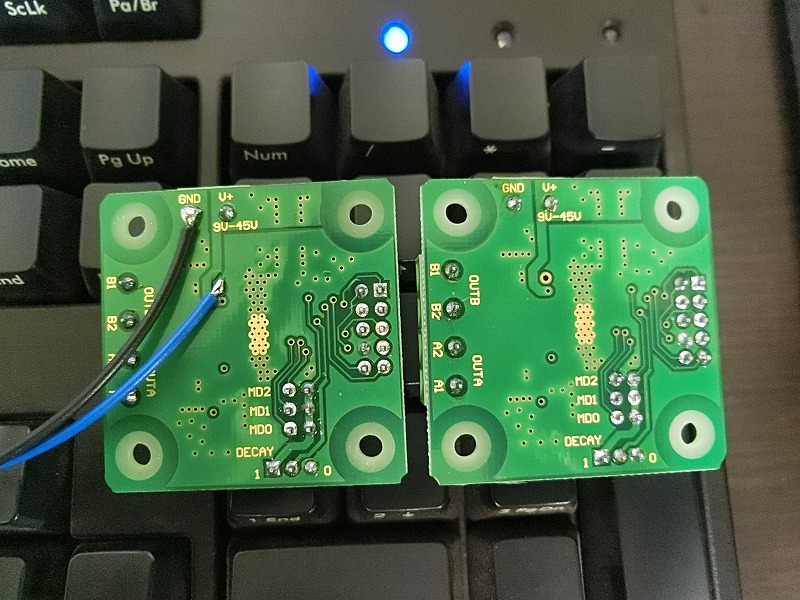
組みあがったものが


これです、
モータ電源(45V位)と回路電源(5V)の両方が必要なのがイマイチ。
DINレールに取付できるようにしておきました。
次回は、このボードを3枚作って、ケースに入れていきます。
Daiyu Kano

-
- 2026.01.13
- 薪ストーブ出店 新城消防祭
-
- 2025.12.23
- 薪ストーブ出店 しんしろ軽トラのんほいルトット
-
- 2025.12.22
- なぜ加納製作所の「熱放射塗料」塗料はやわらかくやさしい暖かさで家中を温めるのか?
-
- 2025.11.21
- 薪ストーブ、新城軽トラ市に出店します。
-
- 2025.11.12
- 薪ストーブ出店 したら森フェス2025
加納製作所の商品開発





まずは新たな発想を生む
私達の開発環境へお越しください。
知識・経験・ノウハウがそのお悩みを解決します。
