
最新情報
プラズマ切断機 DRV8825 ステッピングモータドライバ (3)
モータへの配線



ラフですかこんな感じに接続。
早速、GRBLの設定をします。
X軸の写真です。
1mm動くのに何パルス必要か?
つまり step/mm が必要になるので計算してみます。
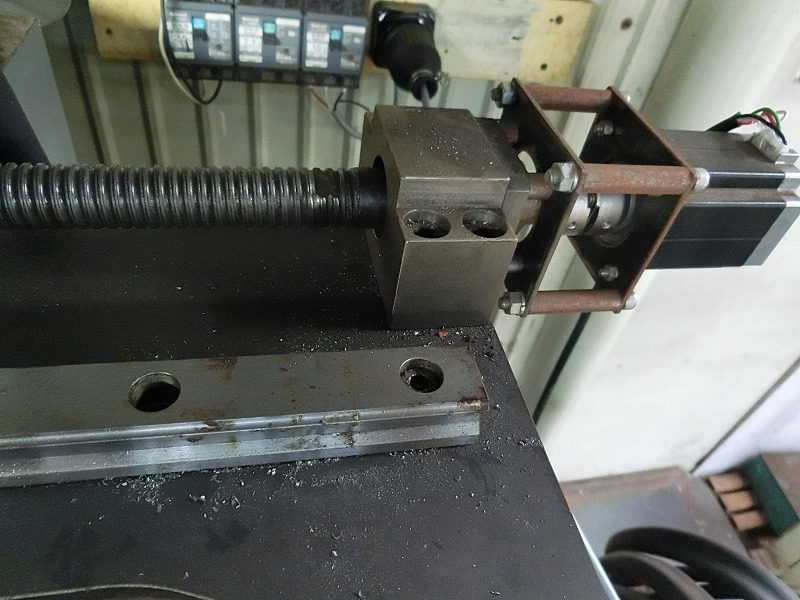

このボールねじは、1回転で5mm動きます。
次にモータ。
今回使用するモータは
ミネベアさんの「23KM-K762-99V」
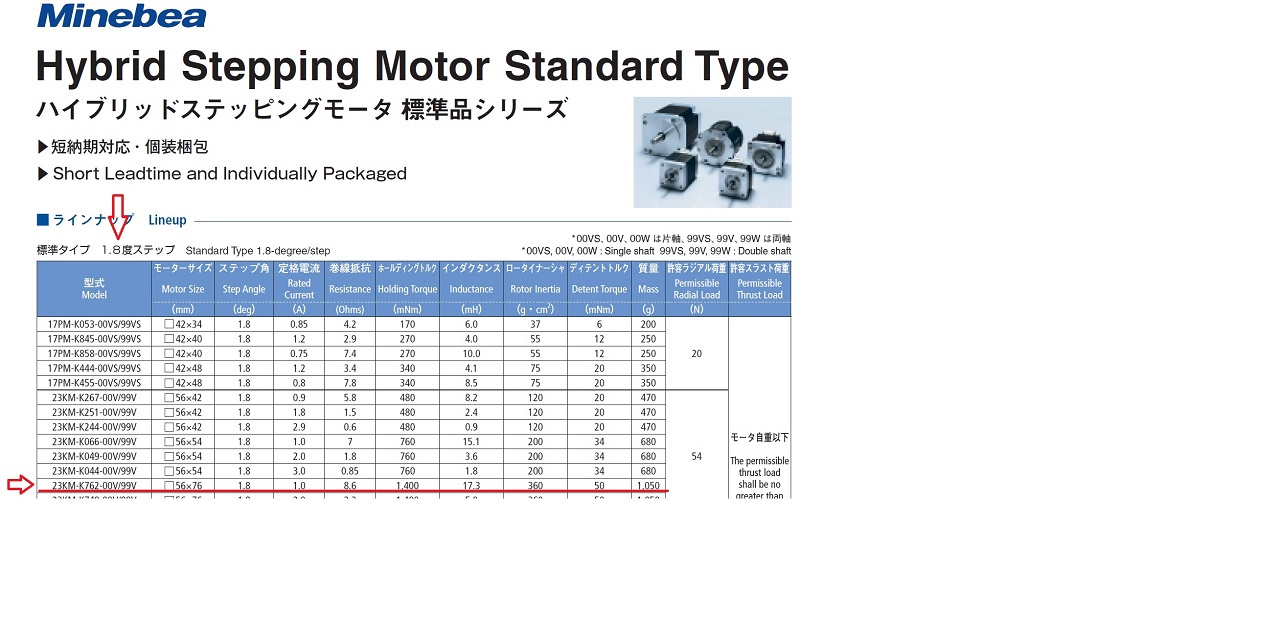
1.8度/STEP つまり 1回転360度、回すには
360 ÷ 1.8 = 200
より、「200STEP」必要になります
次にドライバ
ストロベリーリナックスさんの「DRV8825ステッピングモータドライバ・モジュール」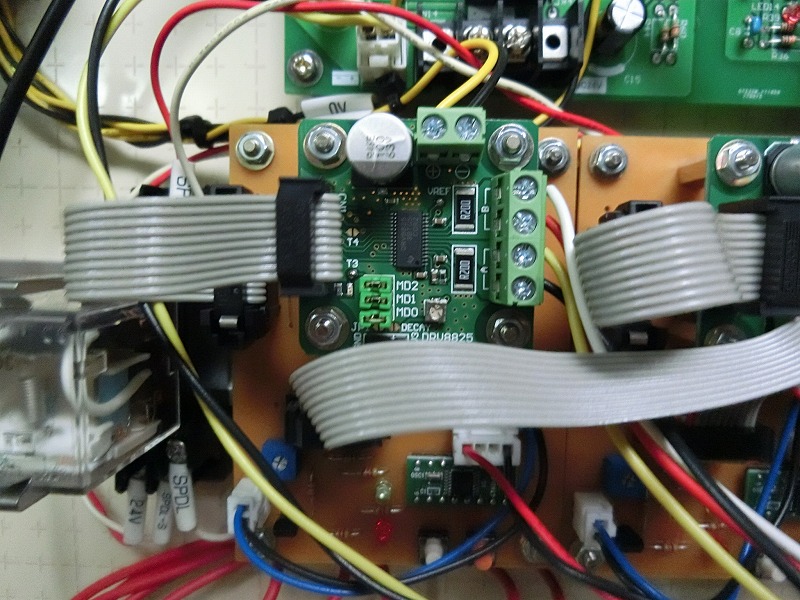
MD0、MD1、MD2、すべてショートにしています。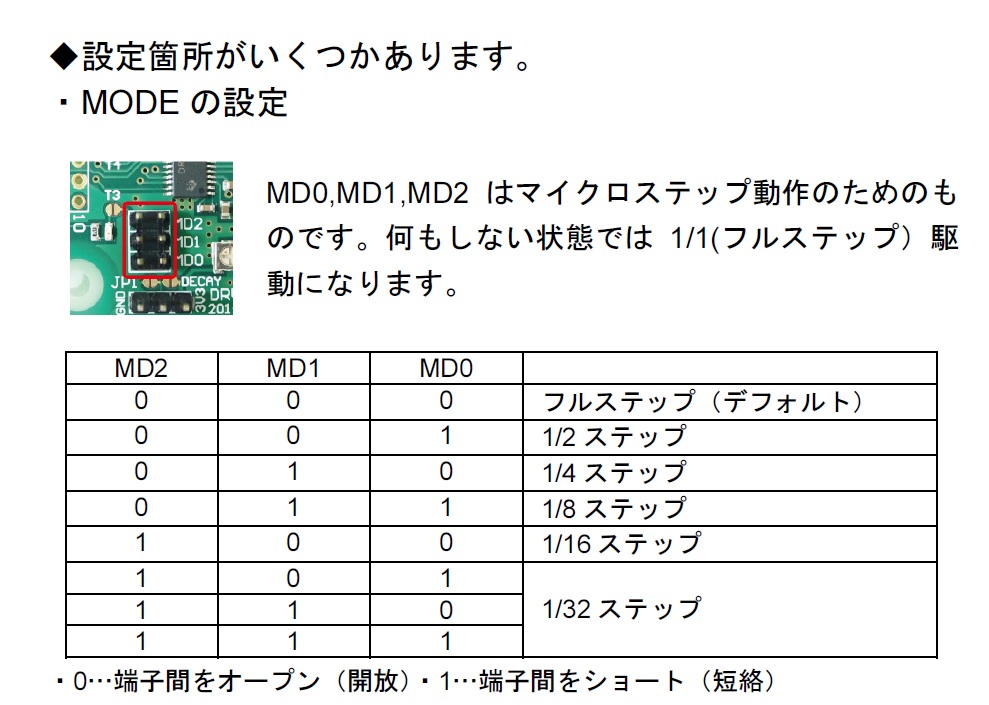
この表から、1/32ステップ
これら、ボールねじ、モータ、ドライバより、step/mmは
200(STEP) x 32(1/32ステップ) ÷ 5(mm) = 200 x 32 ÷ 5 = 1,280
こんな感じでY軸、Z軸も計算していくと
X軸 1,280
Y軸 1,280
Z軸 640
となります。
これを、GRBLの
$100 = 1,280
$101 = 1,280
$102 = 640
と設定します。
後は、回転方向、リミット関係、加速度の設定をすれば
とりあえず動くと思います。
イチヨロさんのページ参考にさせていただきました。
大変わかりやすく説明があり、助かりました。
2020/06/22日現在、こんな設定にしてみました。
$0=10 (Step pulse time, microseconds)
$1=25 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=7 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=500.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=1000 (Maximum spindle speed, RPM)
$31=0 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=1280.000 (X-axis travel resolution, step/mm)
$101=1280.000 (Y-axis travel resolution, step/mm)
$102=640.000 (Z-axis travel resolution, step/mm)
$110=750.000 (X-axis maximum rate, mm/min)
$111=750.000 (Y-axis maximum rate, mm/min)
$112=600.000 (Z-axis maximum rate, mm/min)
$120=5.000 (X-axis acceleration, mm/sec^2)
$121=5.000 (Y-axis acceleration, mm/sec^2)
$122=5.000 (Z-axis acceleration, mm/sec^2)
$130=500.000 (X-axis maximum travel, millimeters)
$131=500.000 (Y-axis maximum travel, millimeters)
$132=500.000 (Z-axis maximum travel, millimeters)
次回は簡単なGコードを入れて、それなりに動くかどうか?
確認してみようと思います。
Daiyu Kano

-
- 2026.01.13
- 薪ストーブ出店 新城消防祭
-
- 2025.12.23
- 薪ストーブ出店 しんしろ軽トラのんほいルトット
-
- 2025.12.22
- なぜ加納製作所の「熱放射塗料」塗料はやわらかくやさしい暖かさで家中を温めるのか?
-
- 2025.11.21
- 薪ストーブ、新城軽トラ市に出店します。
-
- 2025.11.12
- 薪ストーブ出店 したら森フェス2025
加納製作所の商品開発





まずは新たな発想を生む
私達の開発環境へお越しください。
知識・経験・ノウハウがそのお悩みを解決します。
